Use Precision Centerless Grinding When Conventional Machining Just Can’t Cut It
When it comes to cutting hardened materials for aerospace applications, conventional precision machining methods can’t always get the job done.
Many precision machine shops are capable of machining Inconel, titanium, and other materials known for their strength and hardness. But materials that have been case hardened, plasma coated, and titanium nitride coated are impossible to cut with standard CNC machining tools.
Enter precision centerless grinding, an old-school manufacturing process capable of cutting the hardest materials imaginable.
Precision Centerless Grinding Services for Hardened Materials

Centerless grinding removes material from cylindrical parts, producing a precision “machined surface” that a cutting tool in a standard turning process can’t deliver. This technique effectively cuts materials hardened by processes like:
Case hardening. This heat-treatment process involves hardening the outer surface of the material, usually steel or iron. It’s common for parts like bearings that need high cycle rates and exceptional wear resistance. Case-hardened materials can be as high as 65 on the Rockwell hardness scale—harder than standard CNC machining tools.
Plasma coating. Plasma coating is a spray-on with many advantages from corrosion protection to wear resistance to heat reduction. These are all essential considerations for many aerospace and spacecraft applications.
Titanium nitride coating. Titanium nitride is a thin ceramic coating that improves wear resistance and reduces friction on materials like titanium alloys, steel, carbide, and aluminum. It has a Vickers hardness of 1800-2100 and is exceptionally brittle, making it prone to cracking and crumbling.
United CGTR Excels at Grinding Hardened Materials



When conventional precision machining just can’t cut it, you need a precision grinding company to grind your exceptionally hard materials. Here’s what sets United Centerless Grinding & Thread Rolling apart:
Diamond grinding wheels. We use diamond grinding wheels for single-diameter parts requiring thru feed grinding services. These parts are often made of carbide or are plasma coated, and the diamond wheels always get the job done.
Technique and expertise. While we firmly believe that precision centerless grinding is never going out of style, the manual process is a bit of a lost art. When working with titanium nitride-coated and case-hardened parts, grinders must cut the material without burning it. Our grinding experts know how to use the right cutting fluids, grinding wheels, grind speeds, and feed speeds to produce the highest quality parts.
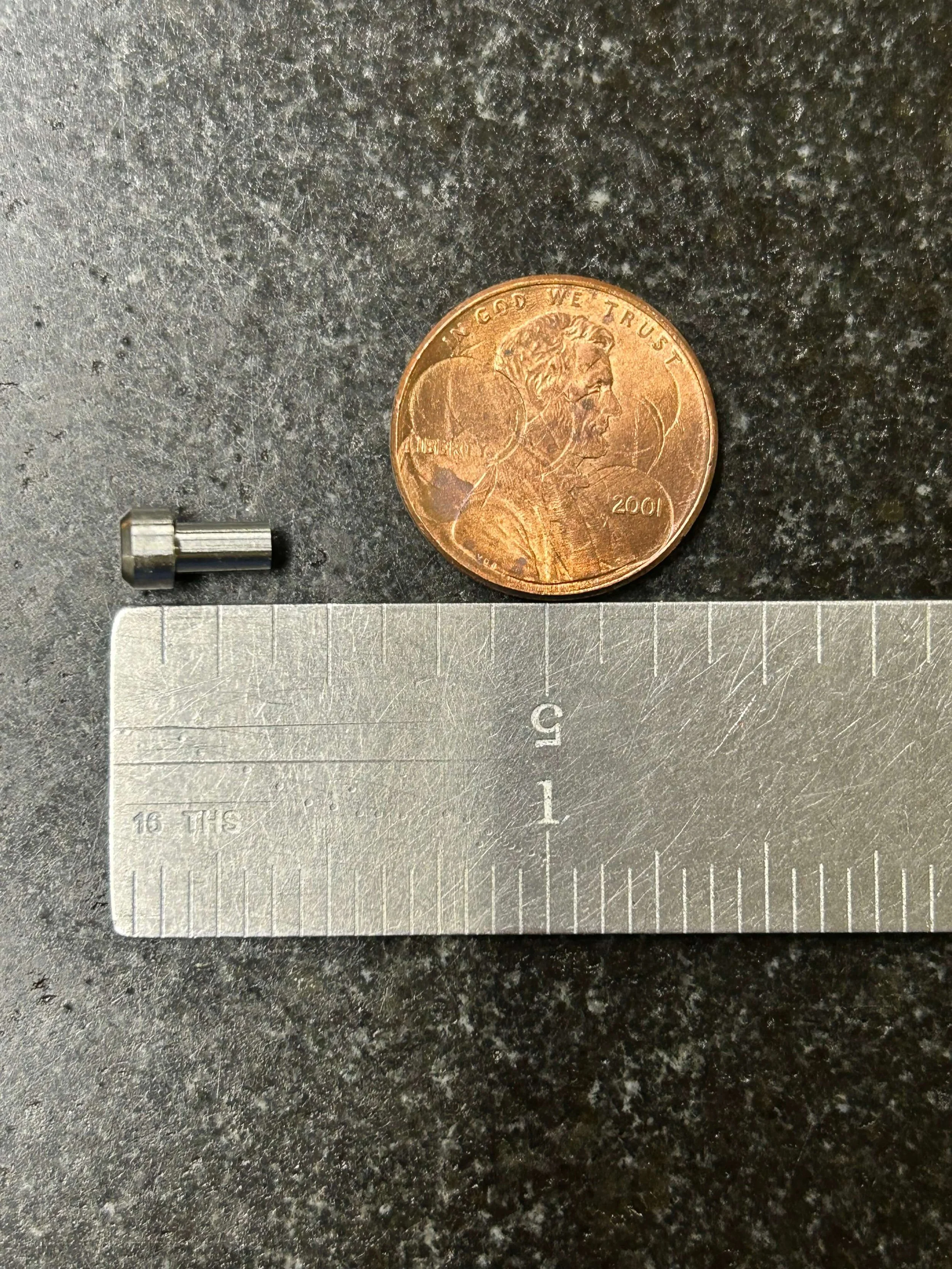
Regular equipment upkeep. We regularly repair and rebuild our grinding machines as needed, taking apart each component for cleaning and evaluation, grinding and resurfacing, and performing technology upgrades. These operations ensure that we consistently hold the tightest tolerances for high-precision aerospace parts like this 3/16” diameter X 3/8” long stainless steel pin with .0001 total tolerance on each of the two diameters!
If you need a reliable partner for precision centerless grinding and thread rolling services, look no further than United Centerless Grinding & Thread Rolling. Request a free estimate today!